




Gold Plating
Bead Blasting, also known as abrasive blasting or sandblasting,typically involves the use of compressed air to propel abrasive particles from a nozzle and direct them onto the surface to be

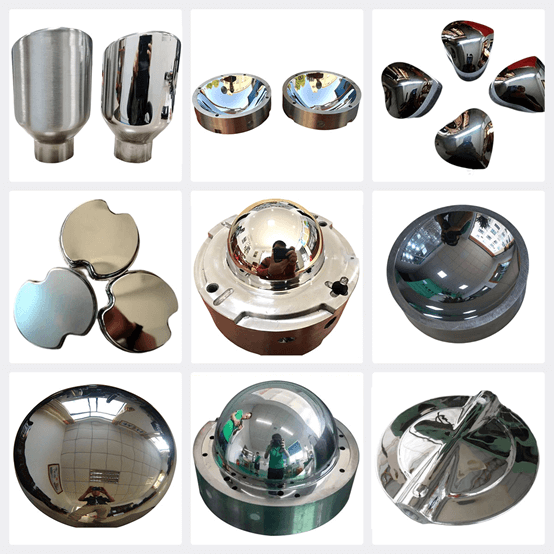
Mirror Polishing
Mirror polishing is a machining method that uses mechanical, chemical, or electrochemical actions to reduce the surface roughness of the workpiece and obtain a bright and smooth surface. It is

Paint Spraying
Spray Painting processing is a method of applying paint or other coatings onto surfaces of various materials, such as wood, metal, plastic, or glass. The purpose of painting can be
