



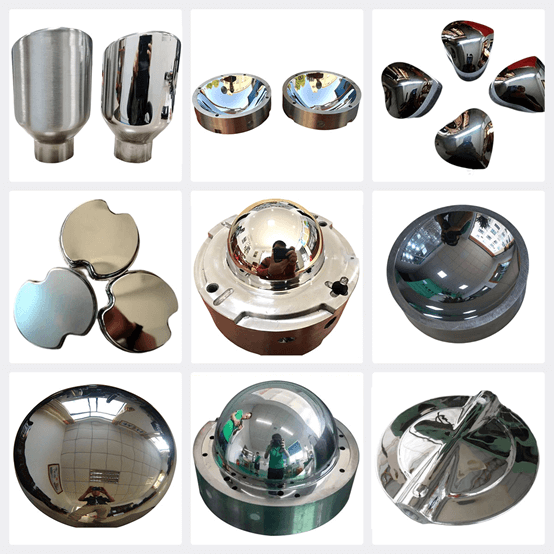

Mirror Polishing
Mirror polishing is a machining method that uses mechanical, chemical, or electrochemical actions to reduce the surface roughness of the workpiece and obtain a bright and smooth surface. It is

Powder Coating
Powder coating is a surface treatment method that involves spraying plastic powder onto a part. Powder coating, also known as electrostatic powder coating, uses the electrostatic attraction method to make

QPQ Coating
Phosphating is a process in which a workpiece is treated in a phosphoric acid salt solution containing manganese, iron, and zinc to form a layer of insoluble phosphate film on
